


 扫一扫
扫一扫


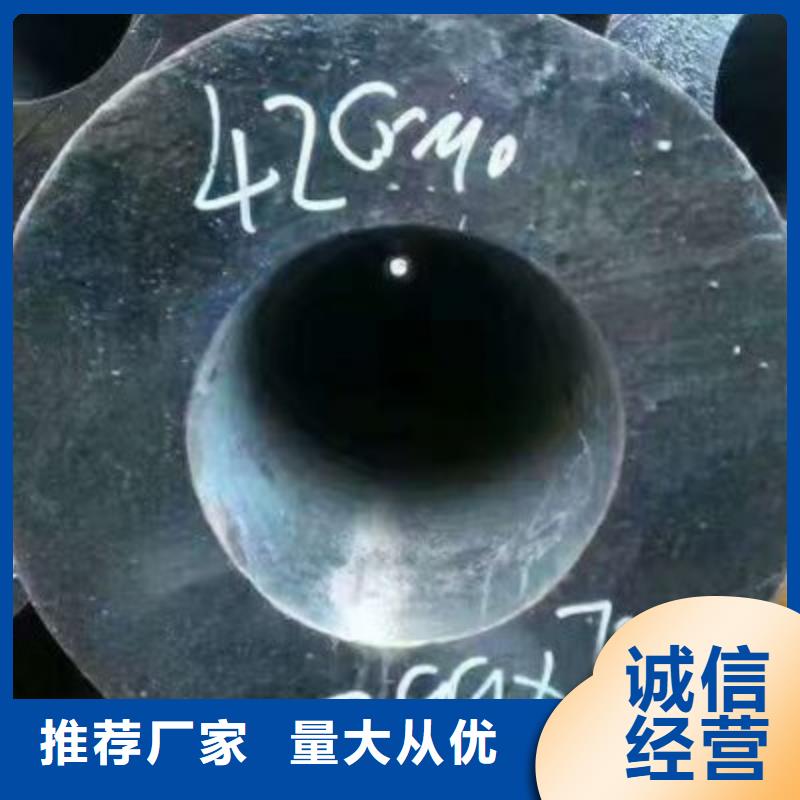
合金管的规格无外乎有3种表示方法
一种就是我们**常见的用外径+壁厚,比如外径57mm的合金管管子,壁厚3mm ,我们表示为中57x3;
二种我们一般用管道内径,即常说的公称内径来表示,比如外径57mm的管, 我们表示为DN50;
三种我们用英寸来表示,就是水暖上常说的几寸,几分,比如外径57mm的管子,我们表示为2寸(1英寸= 25.4mm)合金管重量的计算公式是:每米重量= (外径壁厚)x壁厚x0.02491 (单位:外径和壁厚为mm ,重量单位为Kg


鑫森通达无缝钢管有限公司是一家专业加工和生产 昆明合金钢管 、的公司。公司拥有现代化的 昆明合金钢管 、生产设备,专业的 昆明合金钢管 、设计师,高水平制作人员,操作熟练的安装施工队伍,规范化,标准化,优良化的工程质量和高素质的管理。从设计、生产、安装为客户提供一站式服务,以丰富的生产安装和施工管理经验取得众多客户的信任。

技术支持:tywgg.com